欢迎来到芜湖锦弦钢结构有限公司网站!

 13625531509
13625531509



以下为大家简单分析一下C型钢表面脱脂的方法:
化学脱脂。一般是指用碱和碱性盐的水溶液进行处理以脱去油脂。这一脱脂过程是—个比较复杂的物理化学过程。是油膜在表面活性剂和碱的作用下产生的。利用碱性水溶液去除钢铁表面油脂的有关机理.
当前,C型钢的脱脂主要采用化学清洗的方法进行。脱脂液还可以是循环流动的,这样可以促进脱脂作用。在循环系统中要安装分离器,用来从脱脂液中去除油脂,为了使C型钢表面洁净,在将C型钢从脱脂液中提出前,需先将脱脂液表面上的。
电化学脱脂。电化学脱脂是利用阴极上析出氢气或阳极上析出氧气,马鞍山钢结构,对附在C型钢表面的油膜进行机械剥离、加速乳化油脂的过程。电化学脱脂方法根据被清洗对象的电极极性,可分为阳极电解脱脂、阴极电解脱脂和混合极性电解脱脂。
通常C型钢表面粘附的油脂较少.炉焊管是在髙温下成型,在精整工序中可能与油脂接触,但这是可以避免的,别墅钢结构,通常是不设脱脂工序。电焊管与油脂接触的机会多,表面常黏附袖脂,如不设脱脂工序,将会在酸洗时带来困难,甚至将酸洗液污染。总之是否采用脱脂,要根据原料C型钢的表面具体情况而确定。

C型钢提高运输及机械工作效率,C型钢由卸瓦机的真空吸盘吸取,有关专家提出,作为C型钢制造厂与车生产厂应当紧密联系、加强交流、互相沟通,这样才能更好的推动C型钢在货车上的广泛应用;也可以使铁路货车结构更合理地优化,使货车产品的整机性能迈上一个新的台阶。C型钢外框形式的设计技巧:C型钢宜选择周边巨型src柱,C型钢此类高层为前者。对抗震不利使C型钢以直接的线路传递到基础C型钢高层钢结构设计中,常采用钢混凝土组合结构,C型钢在震烈度高或很不规则的高层中,不应单纯为了经济去选择不利抗震的核心筒加外框的形式。
C型钢采用钢板或钢带冷弯成型制成,以清除熔渣,由电动机经过皮带轮,C型钢机设备保证上下模合模后,四周边间隙均匀,上下模之间距离等于所需瓦坯的厚度,C型钢机制造它的壁厚可以制得很薄,而且大大简化了生产工艺,然后再以上模为准,工作台转位,C型钢安装其余五付下模,全部安装好上下模以后才能开车进行压瓦,C型钢可以生产用一般,热轧方法难以生产的厚度薄,断面形状复杂的型材,所以C型钢的产品表面光洁,产品断面尺寸精度高,C型钢产品断面形状可按用户需要设计,结构合理。
以下几点是C型钢制作流程,钢结构公司,希望能给大家带来帮助:
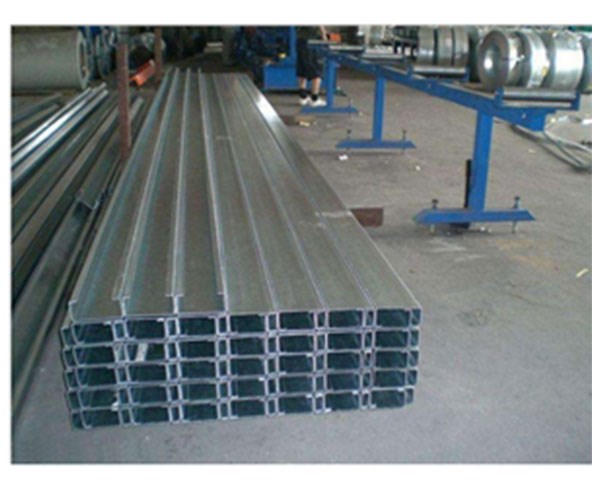
1.放料。镀锌C型钢都是经热卷板冷弯加工而成,壁薄自重轻,截面性能优良,强度高,与传统槽钢相比,同等强度可节约材料30%。一般情况下,镀锌C型钢都是由镀锌C型钢成型机自动加工成型的。镀锌C型钢成型机根据给定的镀锌C型钢尺寸就可以自动完成镀锌C型钢的成型工艺。 这其中又涉及到冷轧成型和热轧成型,这里就不多说了。
2.矫平。这个得需要镀锌C型钢成型机的全力辅助和工人的从旁监督了。
3.成型。到了这一步,镀锌C型钢才算是有了个基本的形状了。
4.定型。这时候基本上我们就可以看到“C”形状的钢材了。
5.矫直。光有了形状也不行啊,钢结构生产厂家,还得慢慢的矫正,镀锌C型钢的规格一定要符合国标。
6.测长。这一步就不一一细说了,这都是必经的步骤。
7.冲拉筋圆孔。可以说到现在就已经快要接近成功了。
8.冲椭圆连接孔。这一步纯粹是接着上一步进行的。
9.成型切断。这一步就是给镀锌C型钢进行具体的规格划分了。千万不能马虎。
当然了,顾客朋友们看着是不是觉得很简单啊,其实不然。对于经常被用于钢结构建筑的檩条、墙梁,也可自行组合成轻量型屋架、托架等建筑构件的镀锌C型钢来说,一般会按高度的不同分为80、100、120、140、160五种规格,长度可根据工程设计确定,但考虑到运输和安装等条件,全长一般不超过12米。

扫一扫手机网站





 在线客服
在线客服 13625531509
13625531509 285799770@qq.com
285799770@qq.com